| Cloisonné är franska och betyder
ungefär " små rum" eller " slutet rum". Denna
konstart kom ursprungligen från Persien och har sedan
900-talet utförts i Kina. Således ett mycket gamalt
hantverk som i princip utförs på samma sätt än i dag.
Cloisonné görs numera både som konstföremål men
också på diverse krimskrams och souvenirer, allt från
nagelsaxar och nyckelringar till urnor i storlekar från
några centimeter till ca 2 meters höjd. Man skall inte
förväxla detta med traditionell kinesisk
porslinsmålning. Man ser tydligt skillnaden då varje
fält eller färg på cloisonné avgränsas av ett mycket
tunnt metallband, stående på högkant. |
 |
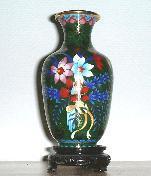
| Stommen till alla cloisonné-föremål är
koppar eller på krimskrams en förkopprad yta. De
vanligaste föremålen är som sagt vaser eller urnor. De
har uteslutande en stomme av koppar, således en vas
eller urna i koppar i tjocklek från några tiondelar
till flera millimeter i gods. Efter att den genomgått
ett betbad i syra tar skickliga damer vid och limmar på
de olika mönstren. Mönstren i sig, ex vis en blomma,
kan bestå av ett 20-tal delar i form av böjda
kopparband. Som exempel kan vi ta ett kronblad till en
blomma som då kan bestå av två böjda koppar- eller
mässingsband som limmas bredvid varandra, på högkant.
Härvid bildas så småningom på hela vasens utvändiga
yta ett antal " små rum" på alltifrån några
kvadratmillimetrar till som mest några
kvadratcentimetrar på de allra största urnorna. Även
de enfärgade partierna har denna indelning med
kopparband i olika mönster efter en noga utförd ritning
som damerna arbetar efter. En vas med höjden 1,5
decimeter tar minst en dag att limma. |
 |
| Vasen lämnas sedan till nästa dam (ofta
unga flickor som har synen i behåll och flinka fingrar)
som framför sig på bordet har ett 30-tal olika fat med
emaljpulver upplöst i lite vatten. Här fylls de olika
"små rummen" med olika färger av emaljen
enligt en annan mönsterritning. Färgpulvret appliceras
med en liten pensel eller en pipett. Det är noga att
varje hålrum fylls jämns med kopparbandets höjd så
att hela mantelytan har samma "tjocklek". |
 |
| Efter denna operation vidtager
bränningen. Föremålen sänks ned i en ugn med ca 900
grader C under upp till 15 minuter, lite beroende på
storlek. Därvid smälter emaljpulvret och flyter ut i
sitt fält. När föremålen kommer ut ur ugnen är de
mörkt blåsvarta av sot och oxider. |
 |
| Efter avsvalning går de till sliparna. Sliparna
är både män och kvinnor. Det är ett mycket tungt
arbete med mycket belastningsskador. Urnan eller vasen
sätts på en roterande horisontell stång. Under
ständig vattenbegjutning slipas nu föremålen för
hand. Sliparen sitter i stångens och vasens
ländgriktning och trycker två klossar med någon sorts
karborundum (slipsten) mot vasen och för klossarna fram
och tillbaka längs vasens yta. Det är som sagt ett
slitgöra utan like. Dels är emaljen glashård, dels
spolas händer och armar med kallt vatten hela tiden.
Dessutom är arbetsställningen sittande med raka eller
nästan raka armar. Beroende på hur skickliga damerna
varit med fyllnadsgraden av "rummen" måste
sliparen slipa ner så mycket på hela mantelytan att de
når nivån på den "tunnaste" och lite till.
Det kan ta dagar för en enda vas. Man skall dessutom
slipa så mycket att kopparbandet som skiljer de olika
fälten åt, också blir slipade. Därav det
karakteristiska utseendet med emalj i olika färger
åtskillt av en tunn metallgräns ( kopparbandets
tjocklek). |
 |
| Vissa av de större föremålen måste, p
g a utseende eller konstruktion, emaljeras och brännas
flera gånger. Som exempel kan nämnas att de största
urnorna på omkring 2 meters höjd tar över 3 år att
färdigställa, och kostar från en halv miljon kronor
och uppåt. |
 |
{kind=link}





